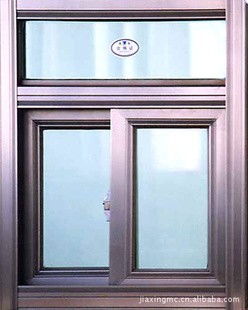
随着现代建筑对节能、美观与安全性的要求日益提高,铝合金门窗凭借其优异的性能,已成为市场主流选择。本文将通过3D动画演示的形式,系统解析铝合金门窗从原材料加工到现场安装的全过程,带您深入了解这一精密制造与安装工艺。
一、 原料准备与型材切割
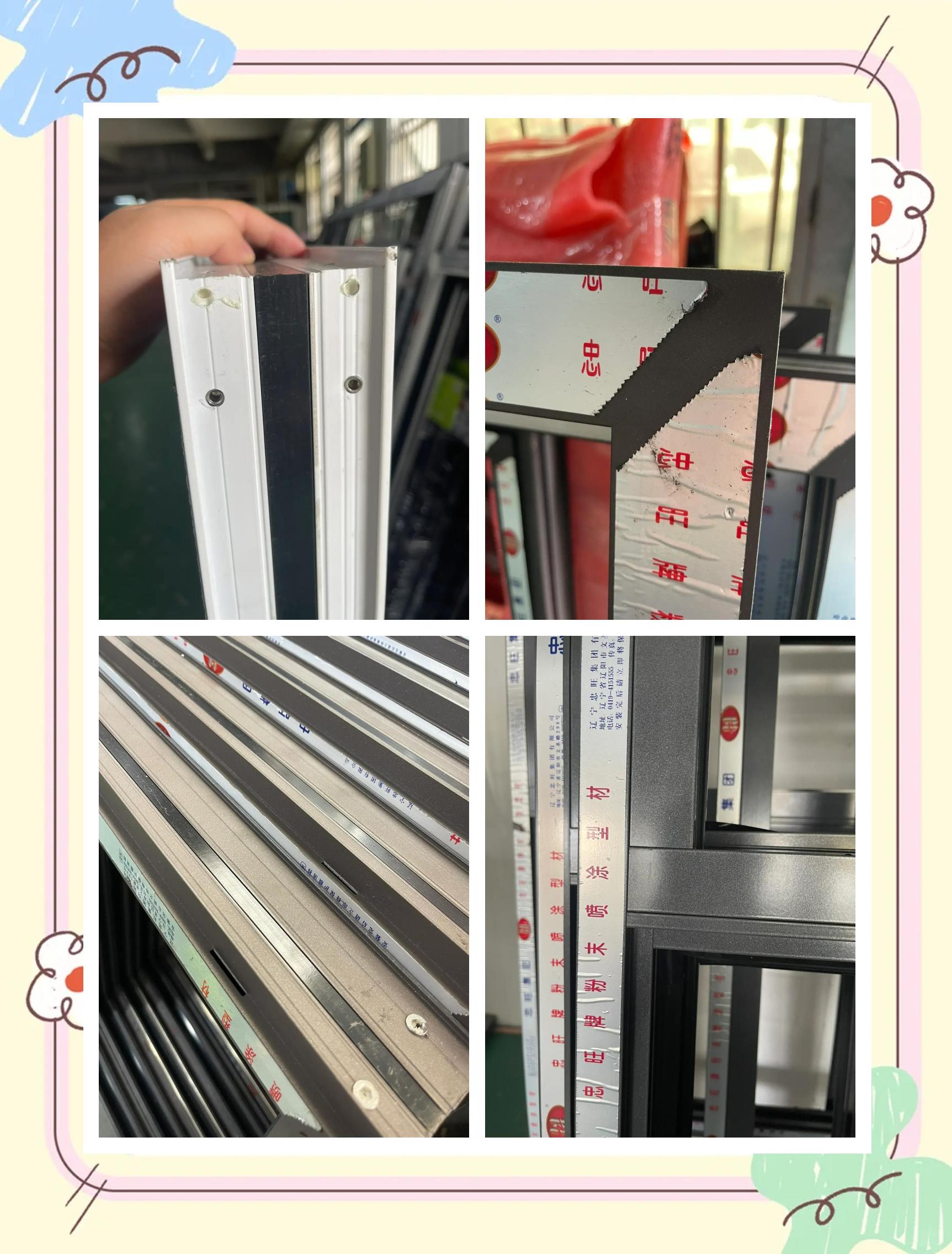
整个过程始于高品质的铝型材。根据门窗设计图纸,首先利用高精度数控双头切割锯对铝型材进行定尺切割。3D动画清晰展示了锯片如何精准地对型材的端头进行45°或90°的切割,确保后续组角严丝合缝。切割后的型材断面平整、无毛刺,这是保证门窗整体强度和密封性的第一道关键工序。
二、 槽孔加工与五金件预装
切割后的型材需要进一步加工以安装各类功能部件。通过数控端面铣床、冲床等设备,在型材的特定位置铣削出水槽、锁孔、执手安装孔等。动画演示中,钻头与铣刀的动作路径被精确模拟,展示了如何高效、准确地完成这些复杂开孔。部分五金件如滑轮、锁块等会在工厂内进行预安装与调试,确保其运作顺畅。
三、 玻璃与隔热条装配
对于断桥铝合金门窗,核心的隔热环节在此步完成。动画生动演示了如何将PA66尼龙隔热条精准穿入铝型材的隔热槽内,有效隔断室内外铝型材的热传导。接着,将切割、清洗并干燥后的中空玻璃(或夹胶、Low-E玻璃)平稳放入已装配好密封胶条的型材框内,并压上玻璃压线,形成稳定的玻璃单元。此步骤对门窗的保温、隔音性能起着决定性作用。
四、 框扇组装与角部连接
这是将散件整合成可启闭门窗的关键步骤。利用精密组角机,在型材端部注入专用组角胶,然后通过组角刀将角码强力压入型材腔体,将窗框或窗扇的四个角牢固连接成一个整体。3D动画可以透视内部结构,清晰展示角码、组角胶与型材如何结合成高强度的角部连接,以抵御风压和日常使用的考验。
五、 密封处理与成品检验
组装完成后,对所有拼接缝隙进行细致的密封处理。在玻璃与型材之间、窗框与窗扇之间填充优质密封胶条,并在重要接缝处涂抹耐候密封胶,形成多道密封防线。成品门窗将经历严格的检验流程,包括尺寸核对、启闭力测试、五金操作灵活性检查以及气密性、水密性抽检等,确保每一樘门窗都符合标准。
六、 包装运输与现场安装
检验合格的门窗经过清洁后,采用护角、缠绕膜等进行专业防护包装,防止运输过程中的磕碰损伤。运抵施工现场后,安装流程正式开始。动画演示了完整的安装序列:
- 定位与放线:根据图纸,在洞口弹出门窗安装的水平、垂直控制线。
- 窗框固定:将窗框放入洞口,用木楔临时调平找正,然后使用专用金属固定片(或膨胀螺栓)将窗框牢固固定在墙体上,固定点间距符合规范要求。
- 发泡剂填充:在窗框与墙体之间的缝隙内均匀填充聚氨酯发泡剂,起到保温、密封和缓冲作用。
- 窗扇与玻璃安装:待发泡剂固化后,将已装配好的窗扇安装到框体上,并调试铰链或滑轮,确保开启灵活、关闭严密。
- 密封收口:室内外侧,在窗框与墙体的接缝处涂抹弹性耐候密封胶,实现防水与美观。最后安装窗台板、纱窗等附件。
- 清理与最终调试:去除保护膜,清洁门窗,并对所有五金进行最终调试,交付使用。
###
通过3D动画的拆解演示,我们可以看到,一樘高品质铝合金门窗的诞生,是精密机械加工、严谨的组装工艺与规范化安装作业紧密结合的成果。从铝材切割到最终密封,每一个环节都关乎着产品的性能与寿命。了解这一全过程,不仅能帮助消费者更好地甄选产品,也为行业从业者提供了直观的技术参考,共同推动门窗行业向更高品质、更标准化迈进。